|
||||||||||||
| |
||||||||||||
|
||||||||||||
| |
||||||||||||
�@�@ ![���t�u�d�����u�̂��₢���킹�F045�]543-9437](../box1.gif) ���œK�Ȃt�u�Ǝ˂��s�����߂Ɂ� �t�u�h���E�����̍d�����Ԃ͎��O���ʂɔ�Ⴕ�܂��B ���O���ʁi�t�u�I���ʁA�P�ʂ͂��i�^���u�j���t�u�Ɠx�i���v�^���u�j �d���ɕK�v�Ȃt�u�I���ʂ͂t�u�h���E�������ƂɌ��܂��Ă��܂��̂ŁA �t�u�Ɠx��������A��L�̎�����K�v�ȏƎˎ��Ԃ��v�Z�œ����܂��B
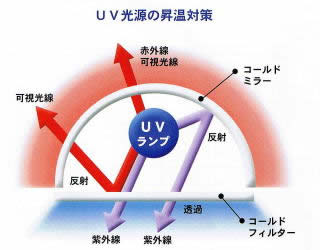
�Ǝˎ��Ԃ������A�M�̉e�������ɂȂ�ꍇ�́A�R�[���h�~���[���g�p����ƌ��ʓI�ȏꍇ������܂��B
|
|||||||||||||||
|
|||||||||||||||
�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@![]() �@�@�@�@
�@�@�@�@![]() �@�@
�@�@![]()
�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@ �@�@�@�@�@�@�@Copyright
© 2001-2026 Marionetwork All Rights Reserved.



![�I�]�����u](bc_img/003.jpg)


 �R���x�A�t��
�R���x�A�t��